The first edition originated in the
Conversations-Lexikon mit vorzüglicher Rücksicht auf die gegenwärtigen Zeiten by
Renatus Gotthelf Löbel and
Christian Wilhelm Franke, published in
Leipzig 1796-1808. Paralleling other 18th century encyclopedias, the scope was expanded beyond that of earlier publications, in an effort to become comprehensive. This
Lexikon included geography, history, and in part biography, as well as the more typical mythology, philosophy, natural history, and so on. [
Wiki]
The pages below are from the 14th edition by then published by
Brockhaus in Leipzig in 1894, and show some of the machines and other tools in use in German binderies of the time. The
illustrations appeared following page 650 of the third volume with the text running on pages
650,
651, and
652. An unedited German-language transcription from the
retro-Bibliothek follows the illustrations. The retro-Biblothek is a German-language project to make available in digital form 19th century reference works.
 |
| 1: Rollerpress for smoothing the paper in lieu of beating with a hammer; 2: powered machine for folding board, 3: boardshear, 4: backing machine, 5: press nut for additional leverage, 6: beating hammer, 7: powered leather paring machine, 8: manual stapler for making boxes and tubes. |
 |
| 1: Guillotine for trimming 3 edges on book blocks, 2: sewing machine, 3: wire sewing machine (stapled), 4: small manual guillotine, 5: plough press, 6: plough, 7: manual wire saddle stapler, 8: rubbing down machine, 9: type-holder , 10: gilding cushion, 11: glue pot and finishing tool heater, 12: die cutter, 13: circular saw for cutting boards, 14: powered guillotine, 15: gilding knife, 16: blocking press. |
 |
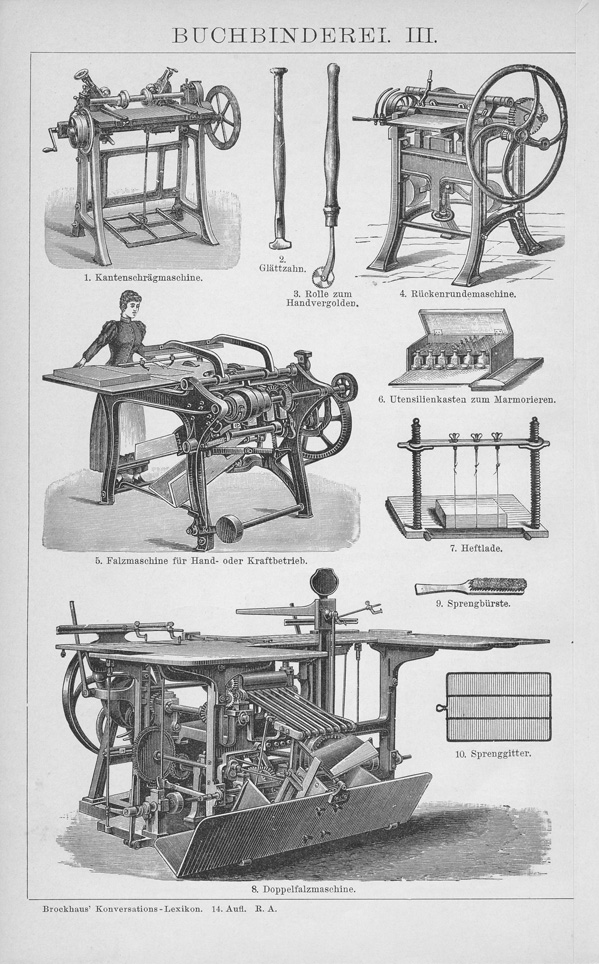
| 1: Machine for angling boar edges, 2: burnishing stone (agate), 3: roll for finishing, 4: rounding machine, 5: machine folding paper once (for manual or powered use), 6: box for marbling supplies, 7: sewing frame, 8: machine for folding paper twice (powered), 9 & 10: stiff brush and screen for sprinkling book edges. |
650 - Buchberger - Buchbinderei
Buchbinderei nennt man das vorzugsweise mit Heften und Binden von Büchern, jedoch auch mit der Anfertigung von Arbeiten in Pappe, Papier und verwandten Stoffen beschäftigte Gewerbe. Die Fabrikation von Portefeuillewaren (s. d.) und Kartonnagen (s. d.) hat sich von der V. im engern Sinne abgezweigt und tritt in neuerer Zeit immer mehr als selbständiges Gewerbe oder besonderer Fabrikbetrieb auf. Neben der noch vielfach int Klei- nen, handwerksmäßig betriebenen V. ist schon seit vielen Jahren und insbesondere in neuerer Zeit immer mehr der Groß- und Fabrikbetrieb mit Ma- schinen und Arbeitsteilung zur Herrschaft gelangt. Die Arbeit des Buchbindens besteht zunächst im Falzen oder Zusammenlegen, Brechen des Bogens in das vorgeschriebene Format, in 2 Teile Folio, 4 Teile Quart, 8 Teile Oktav u. s. w. Gegenüber der vielfach angewendeten Handfalzerei bietet die heute sehr verbreitete Falzmaschine, die ein großes Arbeitsquantum liefert, viele Vorteile. Eine Falzmaschine von Martini & Comp. liefert stündlich bis 1500, eine Doppelfalzmaschine (s. Tafel: Buchbinderei III, Fig. 8) 2000 und mehr Bogen. Die gefalzten Bogen werden der richtigen Reihenfolge nach zusammengetragen und darauf kollationiert. Früher als man noch zum Druck Papier ohne Leimung verwendete, ging dem Falzen das Planieren voraus; die Bogen wurden durch mit etwas Alaun versetztes Leimwasser gezogen, ge- trocknet und zur Erleichterung des Falzens mit dem Schlag Hammer (Taf. I, Fig. 8) geschlagen, oder man ließ die Bogen durch ein Walzwerk gehen. Da die Papierfabrikation jetzt bedeutend fortgeschritten und die Buchdruckerei die Bogen gleich geglättet (satiniert) an den Buchbinder liefert, so kommt das Planieren und Schlagen vor dem Falzen nur höchst selten noch vor. Sind also nach dem Falzen die Bücher kollationiert, so werden sie beim Handbetrieb mit dem Schlaghammer geschlagen, bis jede Un-ebenheit ausgeglichen ist, beim Maschinenbetrieb gewalzt, indem man je 5-6 Bogen auf einmal durch ein Satinierwalzwerk (Taf.I, Fig. 1) gehen läßt. Dem zu bindenden Buche werden nun die ihm zum Halt und zur Zierde dienenden Vorsatzblätter beigefügt, die in der Regel aus zwei ganzen Blättern und einem halben Blatt bestehen, das der Falz genannt wird; dann erfolgt das Heften auf der Heftlade (Taf. III, Fig. 7) durch Zwirn in Ver- bindung mit Bindfaden (Bünde). Für die Bünde, deren man 2 - 5, je nach Größe des Buches an- wendet, macht man Sägeschnitte in den Rücken der Bücher, wenn die Bünde vertieft liegen sollen; ohne Einschnitte auf Bindfaden geheftete Bücher erhalten erhabene Bünde. Das Einsägen geschieht in arößern V. durch die Einsägemaschine (Taf. I, Fig. 4), in die man mehrere kreisförmige Sägen, entsprechend der Zahl der für die Bünde nötigen Vertiefungen, einsetzen und beliebig aus- einander rücken kann. Auch das Heften geschieht in neuester Zeit nicht mehr mit der Hand und durch Zwirn, sondern durch Drahtheftmaschinen (Taf. II, Fig. 3 u. 7). Ist das Buch geheftet, so werden die Bünde in die richtige Länge geschnitten und das Vorsatzpapier, d. b. der schmale Bruch innen mit Kleister an den zweiten Bogen gut an- geklebt, die Bünde aufgeschabt, sodaß ein flach lie- gendes Faserwerk entsteht, und dann mit heißem Leim geleimt, um eine innigere Verbindung zu erzielen. Nach dem Trocknen beschneidet man die Vorderseite und klopft das Buch rund, wodurch die gleichmäßige Wölbung des Rückens und die gleiche, hohlkehlenartige Rundung des Vorderfchnittes her- gestellt wird, setzt dann das Buch zwischen Bretter, doch so, daß diese so weit vom Rücken abstehen, als der nun zu bildende Falz stark werden soll, in die Presse und dreht diese mit dem Preßbengel (Taf. I, Fig. 7) stark zu. Die Stärke des anzubringenden Falzes richtet sich nach den Deckeln, die das Buch erhalten soll, und wird dadurch erzeugt, daß man den geleimten Rücken erst mit Kleister ein wenig erweicht, hieranf mit dem Kaschiereisen nach links und rechts herübcrorückt und dann noch mit dem Hammer durch leichtes Schlagen in die richtige Form klopft. Dies wird in allen größern V. mit der Endossier- oder Abpreßmaschine (Taf.I, Fig. 6) ausgeführt; der mit ihr zu erzielende Nutzen ist sehr bedeutend, da man bis zu 200 Bücher stündlich damit abpressen kann. Um den Rücken schön und gleichmäßig abzurunden, bedient man sich der Rückenrundemaschine (Taf. III, Fig. 2), die gleich vorzüglich die mit Draht und die mit Zwirn gehefteten Rücken rundet. Sind die Bücher ab- gepreßt, so werden sie in kleinern Werkstätten in der Verschneidepresse (Taf.II, Fig.5) mittels des Beschneidehobels (Fig. 6) beschnitten, während man fast in jeder größern V. Veschneidemaschinen (Fig. 1, 4 u. 14) eingeführt hat, die mit Leichtigkeit ein großes Arbeitsquantum bewältigen. Der far-bige Beschnitt wird meist farbig verziert, und zwar wird bei einfarbigem Schnitt die anzuwendende Farbe erst mit Wasser und ein wenig Kleister auf einem Stein gut verrieben und die Schnitte mit einem Borstenpinsel gleichmäßig bestrichen; nach dem Trocknen preßt man die Bücher ein und glättet den Schnitt mit dem Glättzahn (Taf. III, Fig. 4). Eine andere Art ist der gesprengte oder gespritzte Schnitt. Die Bücher werden dabei ein- gepreßt und die Farbe mit einem feinen Drahtgitter (Sprenggitter, Taf. I, Fig. 3) und einer mit Farbe versehenen Bürste (Sprengbürste, Fig. 2) aufgespritzt. Durch die Wahl passender Farben und deren Aufsprengen in möglichst gleichmäßigen klei- nen Tropfen können sehr hübsche Wirkungen erzielt werden. Der marmorierte Schnitt ist der beliebteste und gut ausgeführt auch der schönste. Seine Herstellung war früher mit vielen Umständlichkeiten und Schwierigkeiten verbunden, jetzt sind Mar- morierapparate (Taf. III, Fig. 6), die alle nötigen Präparate und Utensilien in bester Qualität enthalten, billig zu beziehen. Ausgeführt wird er so, daß man einen Blechkasten zur Hälfte mit Grund- wasser, bestehend aus Carrageenmoos oder Traganth- gummischleim, füllt und darauf die in Wasser und Spiritus abgeriebenen Farben, denen ein geringer Zusatz von Ochsengalle beigefügt wurde, spritzt. Durch weiteres Aufspritzen von verdünnter Ochsen- galle zerteilt sich die Farbe zu einem marmorälm- lichen Gewebe, in das man den Schnitt leicht eintaucht, der die Farbe abhebt. Beim Kamm-Federschnitt zieht man die aufgespritzten Farben mit einer Nadel oder einem Stäbchen von der eine
651 - Buchbinderei
Seite des Kastms nach der andern herüber und hinüber, hierauf wird der Kamin an der einen Seite des Kastens angesetzt und durch die Farbstreifen hindurchgezogen; langsames Ziehen giebt runde, rasches spitzige federartige Zeichnung. Beim Goldschnitt werden die Schnittstächen der Bücher aufs feinste geschabt und geglättet und mit in Wasser und Eiweiß abgeriebenem Bolus bestrichen und dann das Gold aufgelegt, das mit dem Goldmesser (Taf. II, Fig. 15), das eine stäche, vorn abgerundete Klinge von etwa 2-3 cm Breite hat, von dem Goldrissen (Fig. 10), einem stachen Polster von festem Leder, die Fleischseite nach außen und durch Haarfüllung hergestellt, auf dem das Gold vorher geschnitten wird, abgehoben wird. Nach dem Trocknen wird der Schnitt wieder mit dem Glättzahn geglättet. Weitere Schnittarten von schöner gediegener Wirkung sind: der ciselierte Schnitt, bei dem mit kleinen Instrumenten, sog. Punzen, Sterne, Linien, Bogen u. dgl. frei aus der Hand oder nach Zeichnungen eingeschlagen werden; der sog. spa- nische Schnitt, durch Aufdrücken von Stempeln; der Pariser Schnitt, durch Malen und teilweises Vergolden erzeugt. Ist der Schnitt fertig, so erfolgt das Kapitalen, eine Verzierung unmittelbar vor dem Buchrücken, die auch zur Befestigung des Rückens dient und aus einem Streifen Zeug besteht, das nach außen mit einer Schnur versehen ist, die bei Pracht- bänden mit farbiger Seide überstochen wird. Bei Büchern, die nur mit Papier (Pappband) oder engl. Leinwand (Leinwandband) überzogen werden, macht sich zunächst das Anbringen eines von dünner Pappe gebrochenen Rückens notwendig, dann erfolgt das Ansetzen der stärkern Deckelpappen, die man mit dazu passenden Linealen (Kantenlinealen) und Messern an den drei Vuchseiten abschneidet oder for- miert. Meist bedient man sich zum Schneiden der Pappen einer Maschine, Papp schere (Taf. I, Fig.5) und Pappenkreisschere (Taf.II,Fig.13), zum Ritzen der Ritzmaschine (Fig. 2), sowie zum Schrägen der Deckelpappen einer Kantenschräg- maschine (Taf. III, Fig. 3). Zur Bearbeitung (Schärfen) fast aller Ledersorten, die in der B., Porte- feuillewaren- und Albumfabrikation Verwendung finden, dient die Lederschärfmaschine (Taf. I, Fig. 9). Um Reise-, Notiz- und Geschäftsbücher an den Ecken abzurunden, benutzt man viel die Ecken- rundstoßmaschine (Fig. 11). Nun erfolgt das Überziehen des Einbandes mit verschiedenen Stoffen, als Papier, Kaliko, Leder, Pergament, Seide und Sammet, um dem Buche die noch fehlende Haltbar- keit, gutes Aussehen und Eleganz zu verleihen. Die Ausstanzmaschine (Taf. II, Fig. 12) wird in der B. vielfach benutzt, um die genannten Stoffe in Massen nach bestimmten Formen zu verarbeiten und auszuschneiden. Die Leistungsfähigkeit ist außerordentlich und es können von Papier per Tag leickt 300000 Ausschnitte gemacht werden. Hauptsächlich aber findet die Ausstanzmaschine Verwendung bei der Fabrikation von Kartonnagen, dann zum Aus- stanzen von Couverts, Etiketten, Karten u. dgl. m. 11m den Überzug gut haftend zu machen, wird er und auch der Deckel mit Leim bestrichen, glatt auf- aelegt und gut angerieben, eine Arbeit, die viel Übung erfordert. In vielen größern V. bedient man sich der Anreibemaschine (Taf. II, Fig. 8), die vorzugsweise zum Anreiben von Leinwanddeckeln benutzt wird, da die Leinwand durch sie keinen Glanz erhält und die Verbindung fester wird.
Die Bucheinbände zerfallen je nach dem Material, mit dem ihr Äußeres bekleidet wird, in verschiedene Kategorien. Bei dcr Broschüre werden die Bogen nur mit zwei Stichen in der Mitte, teilweise auch gar nicht geheftet, und das Buch wird dann unbeschnitten in einen bedruckten Umschlag von Papier durch Ankleben an den Rücken einge- fügt. Den niedrigsten Rang unter den Buchein- bänden nimmt die Steifbroschur ein, sie wird zwar auf Bindfaden, aber nur leicht, geheftet, die Deckel werden nur von dünner Pappe (Schrenz) gemacht und das Ganze mit Papier höchstens unter Anwendung eines Leinwandrückens überzogen und beschnitten. Der Pappband erhält unter den Papierüberzug einen Rücken von dünner Pappe und stärkere Deckel mit Kanten. Mit Halbleinwand- und Halblederband bezeichnet man die Bücher, deren Rücken und Ecken mit Leinwand (Kaliko), bez. Leder verseben sind. Ist der Halblederband besonders sorgfältig im Heften, Abpressen, Ansetzen u. s. w. behandelt und der Rücken überdies vergoldet (mit Goldtitcl verschen), so nennt man ihn Halbfranzband. Ist ein Buch Hanz mit Leinwand oder Leder überzogen, so ist dies ein Ganz- leinwand-, bez. Ganz lederband. Ganzfranz nennt man wohl auch den Lederband, der ebenso wie dcr Halbfranzband besonders sorgfältig gear- beitet und vergoldet ist. Weiter unterscheidet man nach den Überzugsstoffen Pergament-, Sammet- und Atlas band.
Von Verbindungen der Bogen (Blätter) miteinander ohne Heften kommen zwei Arten in der V. zur Anwendung. Das erste Verfahren beruht auf der Verbindung mit Raspel gefaserter einzelner Buchblättcr (durch Abschneiden des Rückens erzielt) mit einer Lösung von Kautschuk in Benzin, mit welcher der Rücken mehrmals überfahren wird; das zweite, dem Buchbinder H. Baumfalk in Esens 1879 patentierte Verfahren beruht auf der Verbindung des gefaserten Buchrückens mit Leim in Verbindung mit Baumwollfaser; hierbei wird das Buch sowohl vorn wie am Rücken gleichmäßig beschnitten, in einer Hohlkehle gerundet, eingepreßt, geraspelt, geleimt und mit Barchent überklebt. Beide Arten, besonders letztere, sind bei sorgfältiger Behandlung sehr dauerhaft.
Als besondere Zweige der B. haben sich im Laufe der Jahre, begünstigt durch den immer größer werdenden Konsum, verschiedene Spezialgeschäfte gebildet, so die Liniieranstalten und Geschäfts- bücherfabriken. Bei Geschäftsbüchern lst größt mögliche Haltbarkeit, verbunden mit flachem Aufschlagen des Buchs, die Hauptsache; das erstere wird erreicht durch Heften des Papiers auf starke Leinenbänder mit gutem Hanfzwirn sowie überkleben des Buchrückens mit weichem Leder oder Leinwand, Benutzung starker Pappen und durch starke Leinwand, Moleskin oder Leder als Überzug; die letztere Eigenschaft erzielt man durch den sog. Sprungrücken, einen von sich verjüngenden dünnen Pappstreifen geklebten Buchrücken, der, selbst unbiegsam, dem Buche eine große Elasticität beim Aufmachen verleiht. Eine der vollkommensten in den Liniier- anstalten und Geschäftsbücherfabriken verwendeten Liniiermaschinen ist die auf Taf. III, Fig. 1 dar- gestellte Universal - Rollenliniiermaschine von Forste & Tromm in Leipzig. Diese Maschinen liefern stündlich etwa 4000 Bogen zweiseitige Linia- turen, ein- oder mehrfarbig; sie liniieren und ka-
652 - Buchbinderleinwand - Buchdruckerkunst
rieren Postpapiere, erzeugen alle Arten abgesetzte Liniaturen und eignen sich zum Liniieren der kompliziertesten Geschäftsbücher.
Neben der Bekleidung mit verschiedenem Material verdient auch die sonstige Ausstattung als ein wesentlicher Teil des Buches Beachtung. Zu den Farben- und Goldschnitten gesellt sich der Präge-, Gold- und Farbendruck, der in der B. und den verwandten Zweigen als Verzierungstechnik von Buchdecken, Mappen, Albums u. dgl. häufig angewendet wird. Die viel Erfahrung und Kenntnisse erfordernde Technik des Handvergoldens besteht im wesentlichen darin, daß auf einen Stoff, der mit einem durch Wärme lösbaren Bindemittel bestrichen ist, dünnes Blattmetall mittels des Goldmessers geschnitten, mit erhitzten Messinggravuren (Fileten oder Stempel), die mit einem, mit Handgriff versehenen Schriftkasten (Taf. II, Fig. 9) zusammengestellt und -geschraubt sind, aufgepreßt und so zum Halten gebracht wird. Zum Erhitzen der Fileten und Stempel dient der Leim- und Vergoldeapparat (Fig. 11). Der Druck muß sicher, energisch und schnell erfolgen, und nur der richtig angewendete Wärmegrad und die sichere kräftige Führung der Filete oder des Schriftkastens wird einen reinen, glänzenden und vollkommenen Golddruck erzeugen. Lange Linien oder Ornamente werden meist statt der Filete, mit der Rolle (Taf. III, Fig. 5) erzeugt, einem Instrument, auf dessen Kreislinie ein fortlaufendes Ornament graviert ist oder das aus Linienrollen besteht die an einer Stelle durchbrochen und in Gehrungen zugefeilt sind, um gefällige Eckverbinduugen zu erzeugen. Zum schnellen und sichern Vergolden haben Bolle & Jordan in Berlin einen Kantenvergoldeapparat konstruiert, der sich vorzüglich zum Vergolden gerader Flächen, wie auch abgeschrägter Kanten eignet. Das Preßvergolden, also der Maschinengolddruck, wird besonders bei Massenherstellung von Buchdecken u. dgl. sehr erfolgreich augewendet. Hier werden nicht wie beim Handvergolden die Ornamente und Schriften einzeln oder nach und nach aufgepreßt, sondern gleich vor dem Druck zu einer ganzen Druckstäche vereinigt. Infolge des kräftigen gleichmäßigen Druckes und der sicher regulierbaren Hitze bietet der Pressendruck weit weniger technische Schwierigkeiten als der Handdruck, und seine quantitative Leistung ist gegenüber letzterm außerordentlich groß. Die früher viel ausgeführten Balancierpressen, als Vergolde-, Blinddruck- und Prägepressen, baut man heute mit Hebeleinrichtung (Taf. II, Fig. 16), wenn man nicht Dampfbetrieb wählt. Zu außerordentlich schweren Drucken, wie zum Vergolden von Buntpapieren, zum Pressen von Leder, Tapeten u. s. w., gebraucht man viel die hydraulischen, von J. Heim in Offenbach gebauten Prägepressen, die einen überaus starken Kraftaufwand ermöglichen. Der Drucktiegel ist durch Dampf oder Gas heizbar eingerichtet. Um die Decken von dem lose auf ihnen haftenden überschüssigen Golde zu reinigen und um Verlust und Verunreinigung dieses Materials zu verhindern, kommen die vergoldeten Decken in die Goldabkehrmaschine (Taf. I, Fig. 10), welche in der Hauptsache aus einem dicht schließenden Schrank besteht, in dessen Innern eine Bürstenwalze gelagert ist, die, in rotierende Bewegung gesetzt, das lockere Gold abkehrt, welches durch ein Gitterwerk in einen verschlossenen Kasten fällt.
Zur Ausführung des in neuester Zeit zu hohen Vollkommenheit gelangten Farbendruckes dienen ebenfalls die vorerwähnten Pressen. Seine Technik ist vielfach dem Buchdruck entlehnt und die dazu benutzten Platten sind entweder gravierte Messing- oder geätzte Zinkplatten. Die erstern sind sehr dauerhaft, die letztern bedeutend billiger. Die geringere Haltbarkeit der Zinkplatten ist auch beim Farbendruck kein Hindernis, da die Narben des
Kaliko mit einer blanken Messingplatte erst niedergedrückt werden und eine glatte Fläche keinen heißen Vordruck erfordert. Jeder Farbendruck verlangt einen scharfen, spiegelblanken Vordruck mit heißer Presse, der wesentlich zum guten Gelingen beiträgt. Auf dunklem Grunde sind weiße oder sonst helle Farben schwer oder nur unter Anwendung besonderer Maßregeln zum Decken zu bringen. In der Negel ist erst ein mit Gold- oder Silberbronze eingestaubter Unterdruck nötig, der so eine helle, vollständig den dunklen Grund deckende Fläche erzeugt, auf der dann die aufzudruckenden hellen Farben sehr gut stehen. Die Reihenfolge der Farbenplatten giebt meist der Graveur. Die Anwendung von Deck- und Übergangstönen ist wegen der starken Deckkraft der zähen Farbe noch ziemlich beschränkt, und Übergangstöne sind am besten noch durch Anwendung des
Irisdruckes (s. d.) zu erreichen.
In neuester Zeit ist für Bucheinbände auch die Ledermosaik und der
Lederschnitt (s. d.) wieder in Aufnahme gekommen, auch dienen Schlösser (Schließen) und Beschläge (Ecken) oft aus edlem Metalle als Verzierung des Buchdeckels, namentlich an Sammetbänden (s.
Bucheinband).
Nach der Berufszählung von 1882 (neuere Erhebungen liegen nicht vor) waren in Deutschland für B. und Kartonnagenfabrikation 13213 Betriebe vorhanden, in denen 42732 Personen (32023 männliche, 10709 weibliche) beschäftigt waren. Für 1892 werden etwa 15000 Betriebe und gegen 60000 Arbeitskräfte anzunehmen sein.
Vgl. Brade, Illustriertes Buchbinderbuch (3. Aufl., Halle 1882); Bauer, Handbuch der B. (Weim. 1881); Grosse, Der Gold- und Farbendruck auf
Kaliko, Leder u. s. w. (Wien 1889); Adam, Der
Bucheinband. Seine Technik und seine Geschichte (Lpz. 1890). S. auch die Litteratur zu dem Artikel
Bucheinband.











{kind=link}